






























40px
80px
80px
80px

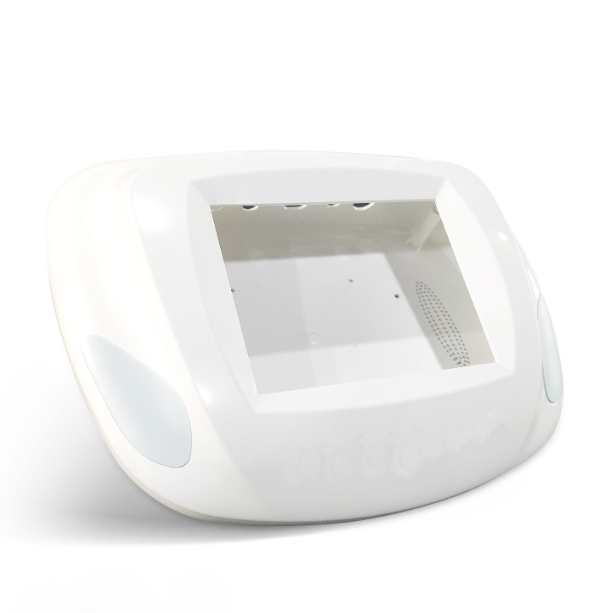
Tecnologia de processamento para o alojamento de lentes de instrumentos ópticos médicos
A tecnologia de processamento para o alojamento de lentes de instrumentos ópticos médicos deve levar em consideração precisão, biocompatibilidade e adaptabilidade ambiental. Os principais processos e aspectos técnicos são os seguintes:
1. Seleção e pré-tratamento do material:
-- Plásticos de engenharia (como PMMA, PC) são adequados para demandas de peso leve e precisam ser moldados por injeção para atingir alta transmitância de luz e resistência ao impacto.
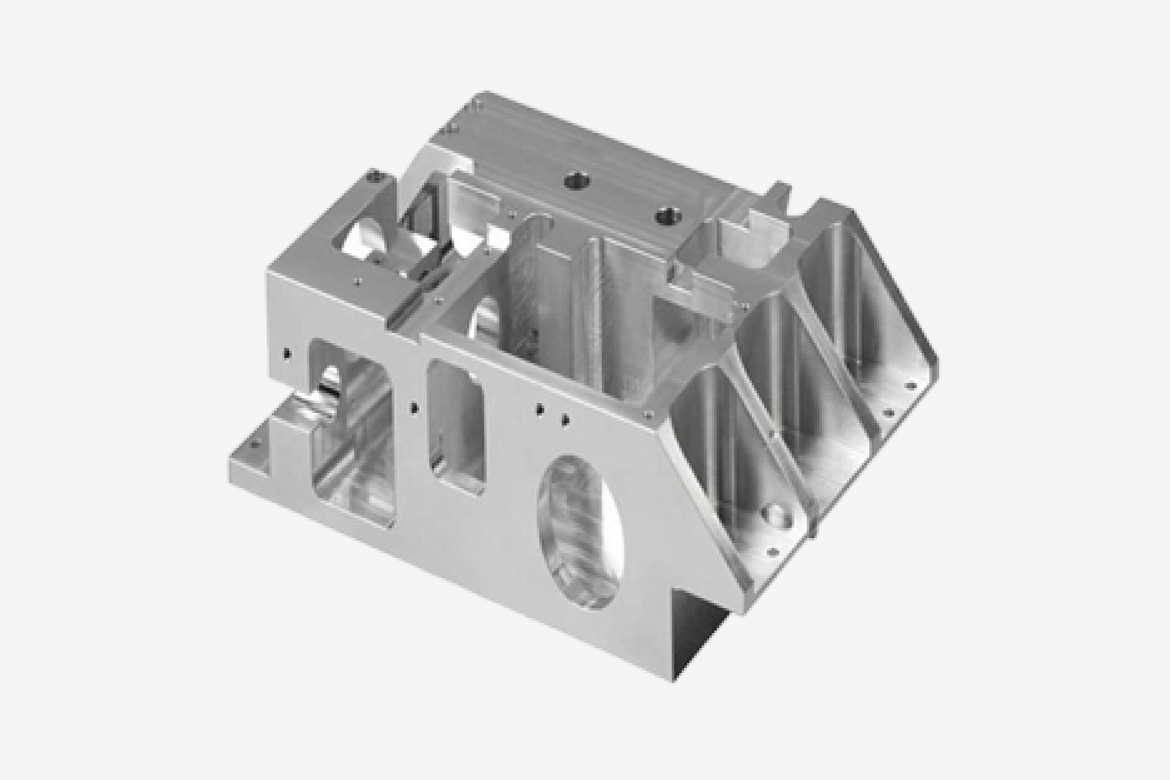
-- Materiais metálicos (como liga de titânio e aço inoxidável) são usados para componentes de suporte de alta resistência e precisam de processamento CNC para garantir tolerância de forma e posição em nível de mícron (como ±0,01 mm).
-- Pré-tratamento: Os plásticos precisam ser secos para evitar bolhas, e os metais precisam de recozimento para alívio de tensões para evitar deformações subsequentes.
2. Processos de moldagem:
-- Moldagem por injeção: Adequado para invólucros de plástico, o projeto do molde (como espessura de parede uniforme, evitando linhas de solda) e os parâmetros do processo (temperatura, pressão) devem ser otimizados para controlar as taxas de contração.
-- Processamento CNC: usado para caixas de metal, alcançando precisão de nível de mícron (Ra≤0,2μm) para curvas complexas (como a parede interna de um tubo de lente) por meio de ligação multieixo.
--Moldagem por compressão: Podem ser usados invólucros de vidro ou plástico de alta temperatura, o molde deve ser torneado com diamante de ponta única (valor PV ≤0,4μm).
3. Tratamento de superfície e selagem:
-- Polimento: Os invólucros de metal exigem polimento magnetoreológico (MRF) ou polimento por feixe de íons (IBF) para obter um acabamento espelhado (Ra≤0,1μm).
-- Revestimentos: Revestimentos antirreflexos ou antibacterianos (como o parileno) exigem deposição a vácuo para garantir o desempenho óptico e a segurança biológica.
-- Projeto de vedação: deve ser adotado o nível de proteção IP65, combinando anéis de vedação ou soldagem ultrassônica para evitar a entrada de líquidos.
4. Montagem e inspeção:
-- Montagem modular: A lente e o alojamento são conectados por estruturas de liberação rápida (como fivelas, atração magnética), exigindo coaxialidade ≤0,01 mm.
--Inspeção óptica: interferômetros detectam erros de formato de superfície (valor PV ≤1μm) e microscópios verificam a limpeza da superfície.
5. Adaptação de processo especial:
-- Carcaças de microscópio cirúrgico: exigem bases à prova de choque e projetos de blindagem eletromagnética para evitar interferência na geração de imagens.
-- Invólucros para dispositivos portáteis: design leve (como plásticos reforçados com fibra de carbono) e resistência a testes de queda. O processamento de invólucros para lentes de instrumentos ópticos médicos deve considerar de forma abrangente as características do material, a precisão do processo e as necessidades clínicas, alcançando um equilíbrio entre funcionalidade e confiabilidade por meio do controle total do processo.

Oficina CNC

Oficina CNC

Oficina CNC
Oficina CNC

Oficina CNC

Oficina CNC
Peças de fresamento CNC
Explore nossa Galeria de Peças de Fresamento CNC para ver componentes fabricados com precisão e alta qualidade.





Tolerâncias para fresamento CNC
3 eixos | 4 eixos | 5 eixos | |
Tamanho máximo da peça | 3000*1800*800 milímetros | 850*510*600 milímetros | 925*1050*600 milímetros |
Tamanho mínimo da peça | 5*5*5 milímetros | 5*5*5 milímetros | 5*5*5 milímetros |
Tolerâncias Gerais | ± 0,05 mm | ± 0,02 mm | ± 0,01 mm |
Tempo de espera | Peças simples podem ser entregues em apenas 1 dia. | A maioria dos projetos é concluída em 3 dias úteis. | A maioria dos projetos é entregue em 3 dias úteis. |

Características principais do processamento de fresamento
1. Corte multi-arestas e eficiência
-- As fresas têm múltiplas arestas de corte (por exemplo, fresas de topo com 4 a 6 arestas), que podem participar do corte simultaneamente, compartilhando a carga e melhorando a eficiência (30% a 50% maior do que ferramentas de aresta única).
-- Adequado para altas taxas de avanço ou usinagem de alta velocidade de corte, como fresamento de superfície com profundidade de corte de até 5-10 mm.
2. Vibração intermitente de corte e impacto
-- Os dentes do cortador engatam e desengatam da peça de trabalho periodicamente, causando flutuações na força de corte, exigindo máquinas com boa rigidez (por exemplo, fresadoras de alta resistência) para garantir a precisão.
-- O corte intermitente facilita o resfriamento da ferramenta e aumenta sua vida útil, mas materiais duráveis (por exemplo, carboneto) devem ser usados.
3. Flexibilidade do processo — Ao trocar ferramentas (por exemplo, fresas de facear, fresas de ranhura em T), é possível processar características complexas, como superfícies planas, ranhuras, engrenagens e superfícies curvas.
-- Suporta ligação multieixo (por exemplo, fresamento de cinco eixos) para obter usinagem de perfis complexos tridimensionais (por exemplo, cavidades de molde).4. Qualidade de superfície controlável -- O ajuste dos parâmetros de corte (por exemplo, taxa de avanço, velocidade) pode controlar a rugosidade da superfície (Ra 0,8-12,5 μm).
-- As arestas de corte secundárias das fresas de topo podem polir superfícies com rugosidade de até Ra 0,4μm. Faixa de processamento de fresamento
1. Processamento básico — Superfícies planas/escalonadas: fresas de face (fresas de topo) processam grandes superfícies planas, fresas de três arestas processam escalonadas.
-- Ranhuras/Chavetas: Fresas de topo fresam ranhuras retas, fresas de chaveta processam ranhuras de chaveta (precisão IT8-IT9).2. Processamento de recursos complexos
-- Engrenagens/Roscas: Fresas de topo com formato modular processam engrenagens, fresas de rosca processam roscas.
-- Cavidades/Moldes: Fresas de topo esférico processam curvas tridimensionais (por exemplo, moldes de injeção).
2. Processamento Especial
-- Corte/Indexação: As lâminas de serra cortam as peças de trabalho, e os cabeçotes divisores conseguem furos/dentes espaçados uniformemente.
-- Ranhuras com formatos especiais: fresas de cauda de andorinha e fresas de ranhura em T processam estruturas de conexão específicas. Cenários típicos de aplicação
-- Fabricação automotiva: fresamento de superfícies planas de blocos de motor, processamento de carcaças de caixas de engrenagens.
-- Aeroespacial: Estruturas de fuselagens, componentes estruturais de trens de pouso.
-- Eletrônicos: Slots de montagem para placas de circuito, conjuntos de aletas de dissipadores de calor.
Comparação com outros
ProcessosTorneamento:
Adequado para peças rotativas (por exemplo, eixos), o fresamento é melhor para perfis poliédricos/complexos.
Perfuração:
A fresagem pode substituir algumas operações de perfuração (por exemplo, furos de grande diâmetro), mas com maior precisão.












40px
80px
80px
80px