






























40px
80px
80px
80px



A perfuração de metais requer uma análise abrangente das propriedades do material, seleção de ferramentas, parâmetros do processo e controle de qualidade. Os pontos principais são os seguintes:
1. Seleção de ferramentas e correspondência de materiais Tipos de brocas:
-- Brocas de aço rápido (HSS): adequadas para materiais macios, como aço carbono e ligas de alumínio; menor custo, mas menor vida útil.
-- Brocas de carboneto: usadas para materiais de alta dureza, como aço inoxidável e ligas de titânio; resistência ao desgaste aumentada de 3 a 5 vezes.
-- Brocas de cobalto: Ao perfurar aço inoxidável, brocas que contenham cobalto (por exemplo, M35/M42) devem ser usadas para evitar o desgaste rápido de brocas comuns.
-- Parâmetros geométricos da broca: Um ângulo de ponta de 130° e um ângulo de espiral de 30°-35° podem otimizar a remoção de cavacos e a força de corte.
2. Otimização dos parâmetros do processo Velocidade de corte e taxa de avanço:
-- Liga de alumínio: Velocidade de corte 200-600 m/min, taxa de avanço 0,05-0,2 mm/rot.
-- Aço inoxidável: reduza a velocidade de corte para 30-60 m/min e a taxa de avanço para 0,02-0,1 mm/rot para reduzir a deformação térmica. -- Resfriamento e lubrificação: óleo de corte ou emulsão devem ser usados para reduzir o calor de atrito e prolongar a vida útil da ferramenta.
3. Controle de qualidade da perfuração:
-- Grau de precisão: Precisão de perfuração comum IT13-IT11, rugosidade da superfície Ra 50-12,5 μm; precisa de ampliação/brochamento subsequente para melhorar para IT7-IT9.
-- Controle de desvio da posição do furo: Durante a perfuração de chapas finas, uma placa de pressão deve ser utilizada para fixar o material e evitar deformações que podem levar ao deslocamento da posição do furo. O processamento de furos profundos (profundidade > 5 vezes o diâmetro) deve ser feito em etapas, com remoção de cavacos para evitar bloqueios.
4. Manuseio de materiais especiais:
-- Aço inoxidável: requer baixa velocidade e pequeno avanço, com lubrificante (molho de soja é ineficaz; óleo de corte especial é necessário).
-- Liga de titânio: propensa à soldagem por cavacos; requer uma máquina de alta rigidez e brocas afiadas; recomenda-se a tecnologia de resfriamento por pulso.
5. Requisitos de segurança e equipamento:
-- Equipamento de proteção: Os operadores devem usar óculos de proteção e luvas resistentes a cortes para evitar respingos de lascas.
-- Manutenção do equipamento: Verifique regularmente a excentricidade do fuso da broca (≤0,02 mm) e a concentricidade do mandril.

Oficina CNC

Oficina CNC

Oficina CNC
Oficina CNC

Oficina CNC

Oficina CNC
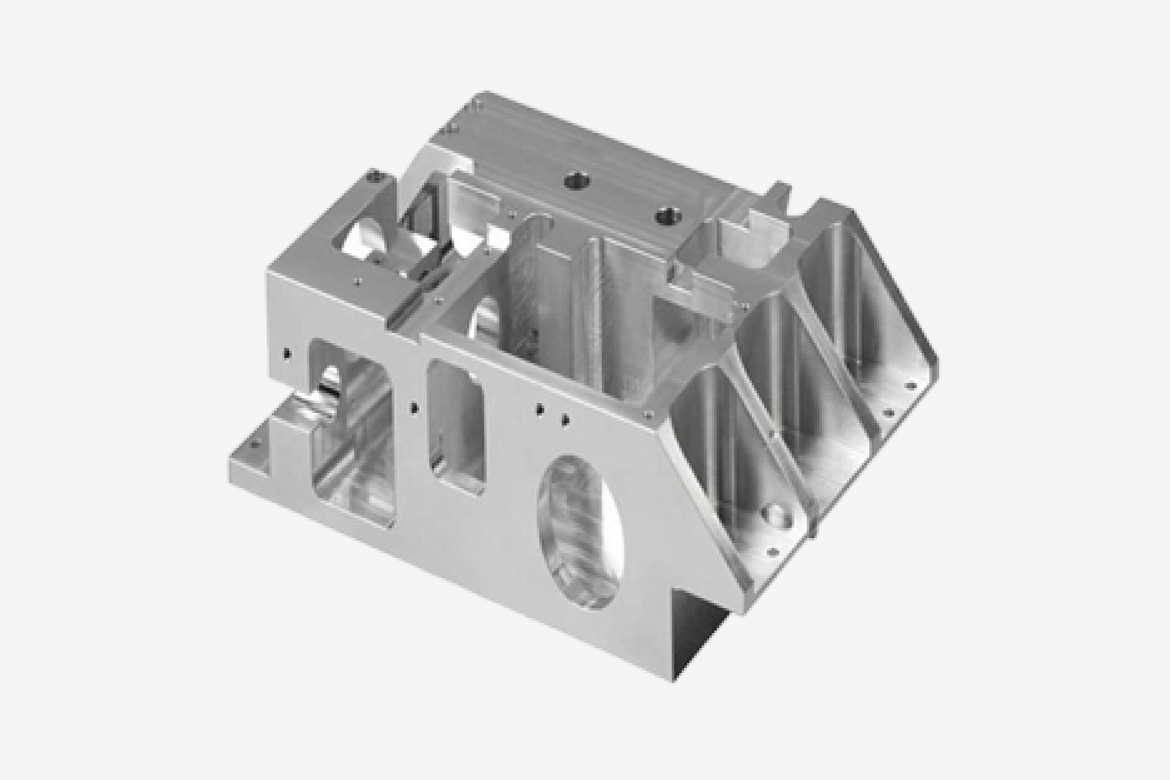
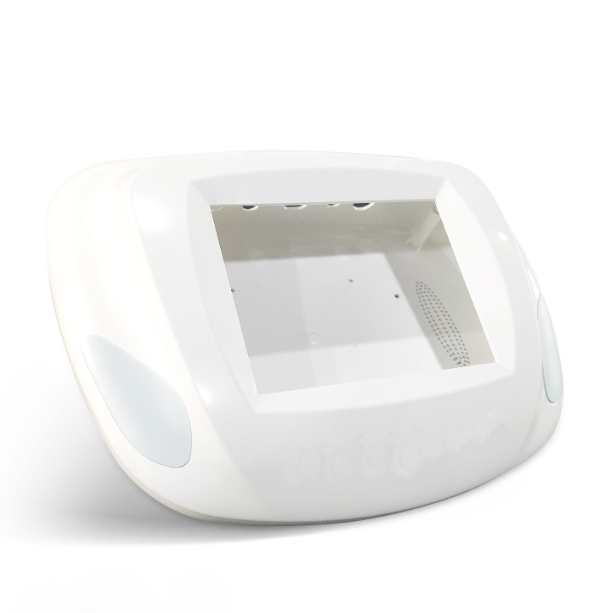
Peças de fresamento CNC
Explore nossa Galeria de Peças de Fresamento CNC para ver componentes fabricados com precisão e alta qualidade.





Tolerâncias para fresamento CNC
3 eixos | 4 eixos | 5 eixos | |
Tamanho máximo da peça | 3000*1800*800 milímetros | 850*510*600 milímetros | 925*1050*600 milímetros |
Tamanho mínimo da peça | 5*5*5 milímetros | 5*5*5 milímetros | 5*5*5 milímetros |
Tolerâncias Gerais | ± 0,05 mm | ± 0,02 mm | ± 0,01 mm |
Tempo de espera | Peças simples podem ser entregues em apenas 1 dia. | A maioria dos projetos é concluída em 3 dias úteis. | A maioria dos projetos é entregue em 3 dias úteis. |

Características principais do processamento de fresamento
1. Corte multi-arestas e eficiência
-- As fresas têm múltiplas arestas de corte (por exemplo, fresas de topo com 4 a 6 arestas), que podem participar do corte simultaneamente, compartilhando a carga e melhorando a eficiência (30% a 50% maior do que ferramentas de aresta única).
-- Adequado para altas taxas de avanço ou usinagem de alta velocidade de corte, como fresamento de superfície com profundidade de corte de até 5-10 mm.
2. Vibração intermitente de corte e impacto
-- Os dentes do cortador engatam e desengatam da peça de trabalho periodicamente, causando flutuações na força de corte, exigindo máquinas com boa rigidez (por exemplo, fresadoras de alta resistência) para garantir a precisão.
-- O corte intermitente facilita o resfriamento da ferramenta e aumenta sua vida útil, mas materiais duráveis (por exemplo, carboneto) devem ser usados.
3. Flexibilidade do processo — Ao trocar ferramentas (por exemplo, fresas de facear, fresas de ranhura em T), é possível processar características complexas, como superfícies planas, ranhuras, engrenagens e superfícies curvas.
-- Suporta ligação multieixo (por exemplo, fresamento de cinco eixos) para obter usinagem de perfis complexos tridimensionais (por exemplo, cavidades de molde).4. Qualidade de superfície controlável -- O ajuste dos parâmetros de corte (por exemplo, taxa de avanço, velocidade) pode controlar a rugosidade da superfície (Ra 0,8-12,5 μm).
-- As arestas de corte secundárias das fresas de topo podem polir superfícies com rugosidade de até Ra 0,4μm. Faixa de processamento de fresamento
1. Processamento básico — Superfícies planas/escalonadas: fresas de face (fresas de topo) processam grandes superfícies planas, fresas de três arestas processam escalonadas.
-- Ranhuras/Chavetas: Fresas de topo fresam ranhuras retas, fresas de chaveta processam ranhuras de chaveta (precisão IT8-IT9).2. Processamento de recursos complexos
-- Engrenagens/Roscas: Fresas de topo com formato modular processam engrenagens, fresas de rosca processam roscas.
-- Cavidades/Moldes: Fresas de topo esférico processam curvas tridimensionais (por exemplo, moldes de injeção).
2. Processamento Especial
-- Corte/Indexação: As lâminas de serra cortam as peças de trabalho, e os cabeçotes divisores conseguem furos/dentes espaçados uniformemente.
-- Ranhuras com formatos especiais: fresas de cauda de andorinha e fresas de ranhura em T processam estruturas de conexão específicas. Cenários típicos de aplicação
-- Fabricação automotiva: fresamento de superfícies planas de blocos de motor, processamento de carcaças de caixas de engrenagens.
-- Aeroespacial: Estruturas de fuselagens, componentes estruturais de trens de pouso.
-- Eletrônicos: Slots de montagem para placas de circuito, conjuntos de aletas de dissipadores de calor.
Comparação com outros
ProcessosTorneamento:
Adequado para peças rotativas (por exemplo, eixos), o fresamento é melhor para perfis poliédricos/complexos.
Perfuração:
A fresagem pode substituir algumas operações de perfuração (por exemplo, furos de grande diâmetro), mas com maior precisão.












40px
80px
80px
80px